海口数控小五轴规格 森氏精密
发货地址:广东省东莞市大岭山镇鸡翅岭村
产品数量:9999.00台
价格:¥1.00 元/台 起
谐波式转台的优点:传动精度高。这是因爲谐波齿轮传动中同时啮合的齿数多,误差平均化,即多齿S合
有相互补偿作用,故传动精度高。在齿轮精度等级相同的情况下,传动误差只有普通齿轮传动的1/4左右。同时可采用微量改变波发生器的半径来增加柔轮的变形使齿隙很小.至能做到无侧隙啮合,故谐波齿轮减速机传动空程小,适用于反向转动。

五轴加工走刀方式的合理选择
1、基本选择原则
选择走刀方式时要考虑两点:一是加工时间的长短,二是加工余量是否均匀。一般来说,环切方式是基于工件形状的走刀方式,加工余量较均匀。而选用行切方式的加工余量较不均匀,若希望行切加工后留下较均匀的余量,通常需要增加围绕边界的环切刀轨。若忽略余量不均匀性要求,行切走刀的刀轨长度通常是比较短的;若考虑余量的不均匀性而增加环切刀轨,当加工区域边界较长(如多岛屿情况),则围绕边界的环切刀轨对总的加工时间影响比较明显,行切刀轨一般会比环切刀轨长。行切走刀刀位容易计算,占用内存少,但抬刀次数较多。采用环形刀轨时,则需要多次对环边界进行偏置并清除自交环。
2、根据外形特征选择
工件外形特征决定了加工的走刀方式。根据加工客体的不同,可将工件简单的分成平面形腔类和自由曲面类。平面形腔类一般采用行切方式加工,由于该类工件多为毛坯整体掏铣加工成型,如盒体、基座等零件,加工余量较大,采用行切方式有利于发挥机床的较大进给速度,提高加工效率,同时其切削表面质量也好于环切加工。自由曲面类一般采用环切加工,主要是由于曲面多为铸件或由规则形状加工成型,余量分布不均匀,同时曲面对型面精度要求较高;其次是环切加工与行切方式相比具有良好的曲面加工特性,更能逼近曲面的真实形状。
加工中心的四轴联动和五轴联动是什么意思?四轴联动、五轴联动一般指的是加工中心,数控铣床或雕刻机控制系统的联动控制轴数。四轴联动首先要有四个可控轴,并且四个轴是可以同时进行插补运动控制的,即四个轴可以实现同时联动的控制,这个同时联动时的运动速度是合成的速度,并不是各自的运动控制,是空间一点经过四个轴的同时运动到达空间的另外一点,从起始点同时运动,到终点同时停止,中间各轴的运动速度是根据编程速度经过控制器的运动插补算法经内部合成的到的各轴的速度的。对四轴加工中心,就是X、Y、Z轴再加上一个旋转轴A(也可以是B轴或C轴,A、B和C轴的定义是分别对应绕X、Y和Z轴旋转的轴,一般这个*四轴是轴线绕X轴旋转的A轴或轴线绕Y轴旋转的B轴,这个要看实际机床上*四轴的安装位置形式而定的),而且这个*四轴不但可以*自运动而且还可以分别和其他一个轴或两个轴或这四个轴同时联动。有的机床它是有四个轴,但其只能单独运动,只作为分度轴,就是旋转到一个角度后停止并锁紧这个轴不参与切削加工,只作分度,只种只能叫做四轴三联动。同样四轴联动机床总轴数可以不只4个轴,它可以有五个轴或者更多,但它的较大联动轴数是四个轴。同样五轴联动机床也是样的道理,不过五轴联动机床比起四轴联动和三轴联动要复杂的多了。
谐波式转台的优点:传动效率高、运动平稳。由于柔轮轮齿在传动过程中作均匀的径向移动,因此,即庋_
度很高,轮齿的相对滑移速度仍是较低(故爲普通渐开线齿轮传动的百分之一),所以.mm 磨损小,效率高(可达69°/。~96%)。又由于啮入和啮出时,齿轮的两侧都参加工作,云=三 冲撃现象,运动平稳。
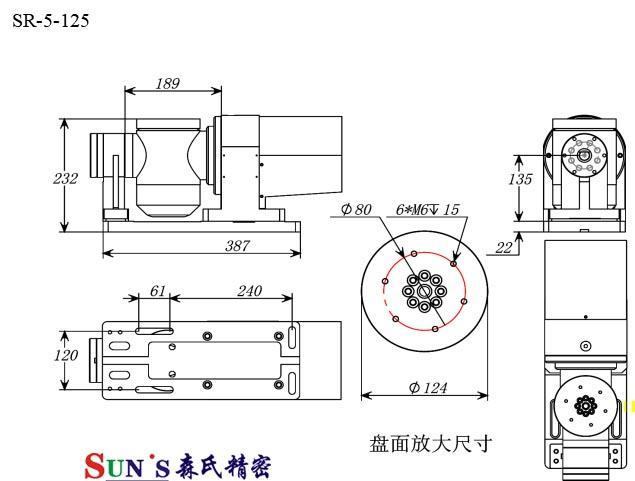
用於小型产品高精度加工,航空零件、回转类零件、玉石、钟表零件
?采用日本**谐波减速器,有效保证了产品的精度,增加产品使用寿命
?
谐波式转台的优点:承载能力高。这是因爲谐波齿轮传动中同时啮合的齿数多,双波传动同时啮合的香数^言㈢ 齿数的30%以上,而且柔轮采用了高强度材料,齿与齿之间是面接触。
-/gbabfdb/-
http://sunqianxiao.b2b168.com